
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

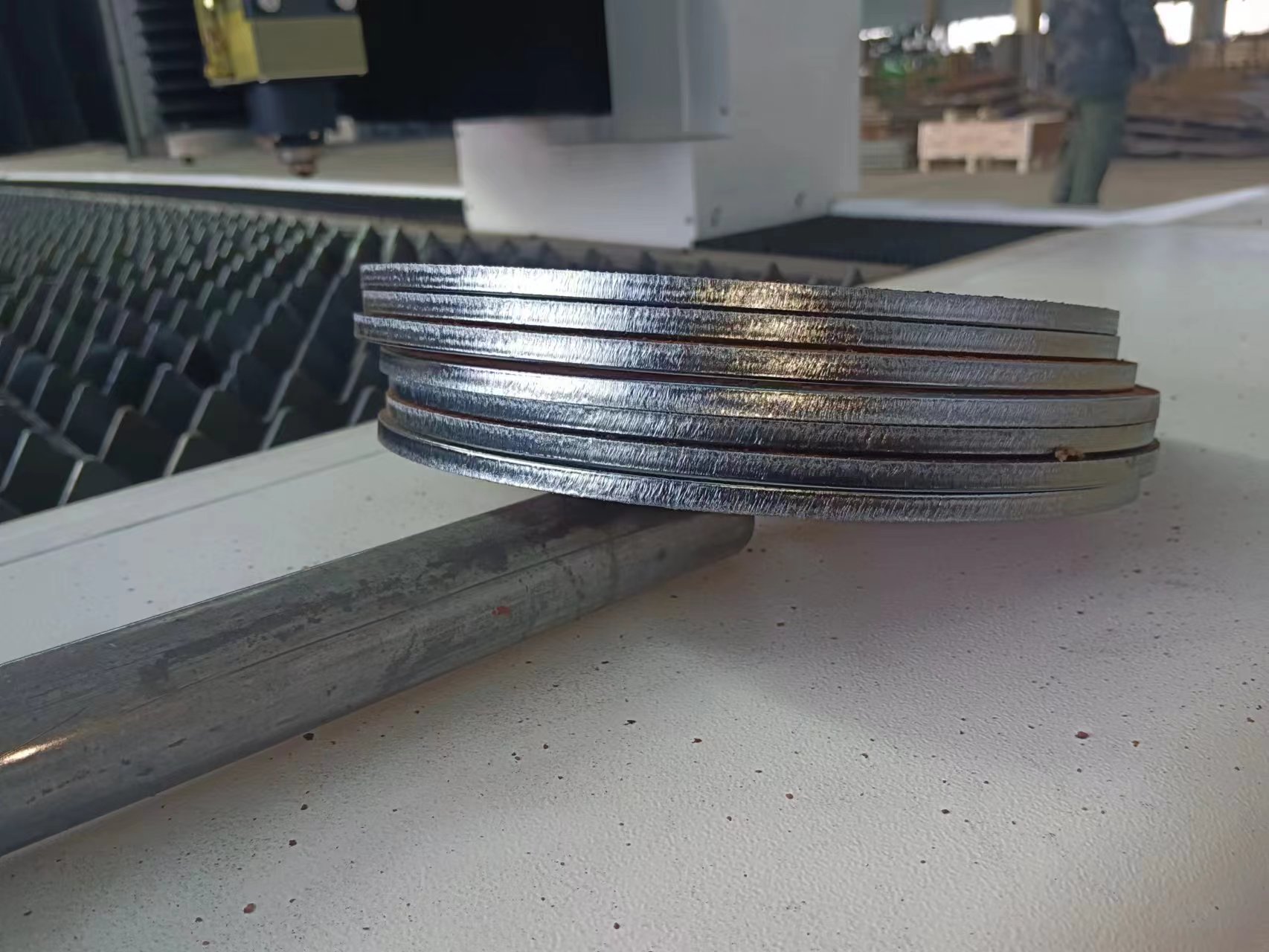
레이저 절단 탄소강 : 일반적인 도전과 솔루션 해결
1. 줄, 거친 표면 및 바닥에 드로스
이유 :
과도한 가스 압력 : 높은 가스 압력은 절단 품질에 영향을 미쳐 거친 표면과 드로스 형성을 초래할 수 있습니다.
느린 절단 속도 : 느린 절단 속도로 인해 레이저 빔이 금속 표면과 너무 오랫동안 접촉하여 절단 영역에서 과도한 열 농도와 바닥에서의 드로스 형성이 발생합니다.
초점이 너무 높음 : 부적절하게 설정된 높은 초점 포인트는 레이저 에너지의 고르지 않은 분포를 유발하여 거친 표면과 바닥에 드로스 축적이 발생합니다.
해결책:
가스 압력 감소 : 가스 압력을 조정하여 과도한 압력을 방지하여 거친 표면으로 이어질 수 있습니다.
절단 속도 증가 : 레이저 빔이 재료를 빠르게 통과하여 과열을 방지하기 위해 절단 속도를 높이십시오.
초점 점 : 초점 포인트를 낮추어 레이저 에너지가 최적의 절단 위치에 집중되어 열 영향 구역을 최소화하고 절단 품질을 향상시킵니다.

2. 불타고 가장자리와 황변
이유 :
초점이 너무 높습니다 : 초점 지점이 너무 높으면 레이저 에너지가 표면에 집중되어 과열로 이어지고 불 에지와 황변을 유발합니다.
과도한 가스 압력 : 가스 압력이 높으면 레이저 빔이 잘못된 각도로 재료에 부딪쳐 과열 또는 산화가 발생하여 황변을 초래할 수 있습니다.
과도한 레이저 파워 : 높은 레이저 전력은 재료의 표면을 과도하게 가열하여 연소 또는 변색을 유발할 수 있습니다.
해결책:
포커스 포인트를 낮추십시오 : 초점을 조정하여 레이저 에너지가 절단 지점에 정확하게 집중되어 과열을 방지합니다.
가스 압력 감소 : 가스 압력을 낮추면 절단 공정을 방해하고 산화를 줄이는 과도한 공기 흐름을 피할 수 있습니다.
노즐 직경 감소 : 노즐 직경을 줄임으로써 가스 흐름이 농축되어 열 분산을 방지하고 불 에지의 발생을 줄입니다.
레이저 전원 감소 : 레이저 전원을 낮추면 재료 표면의 과도한 가열을 피하여 번지거나 노란색의 위험이 줄어 듭니다.

3. 상단의 좋은 절단 품질, 하단에 드로스
이유 :
초점이 너무 높음 : 높은 초점 포인트는 레이저 빔의 침투가 충분하지 않아 바닥에서 부정한 절단 및 드로스 형성이 발생합니다.
가스 압력이 낮 으면 가스 압력이 충분하지 않아 용융 슬래그가 효과적으로 제거되어 바닥에 드로스가 발생합니다.
너무 빠르게 절단 속도 : 빠른 절단 속도로 인해 레이저 빔이 재료에 너무 적은 시간을 소비하여 충분한 열 적용을 방지하여 바닥에서 불완전한 녹고 드로스 형성이 발생합니다.
해결책:
절단 속도 감소 : 절단 속도를 낮추어 레이저 빔이 더 오랜 기간 동안 재료에 머무르도록하여 충분한 슬래그 제거를 보장합니다.
초점 점 : 초점을 조정하여 레이저 빔이 재료에보다 효과적으로 침투하고 바닥의 절단 품질을 향상시킵니다.
가스 압력 증가 : 가스 압력을 증가시켜 용융 슬래그를 배출하여 바닥의 축적을 방지합니다.
탄소강의 레이저 절단 중에 발생하는 일반적인 문제는 일반적으로 가스 압력, 초점 지점 및 절단 속도와 같은 절단 매개 변수를 조정하고 장비 구성 최적화를 통해 해결할 수 있습니다. 이러한 매개 변수를 미세 조정함으로써 절단 품질을 향상시키고 표면 결함이 최소화되고 전반적인 생산 효율이 향상 될 수 있습니다. 레이저 절단에 종사하는 회사는 최적의 절단 결과를 달성하기 위해 재료의 특성 및 특정 프로세스 요구 사항에 따라 적절한 설정을 선택해야합니다.
레이저 절단 기술에 대한 자세한 내용을 보거나 특정 문제를 해결하려면 기술 지원 팀에 문의하십시오. 우리는 당신에게 최상의 지원을 제공하기 위해 최선을 다하고 있습니다.
연락처 정보 :
화웨이 레이저
이메일 : huaweilaser2017@163.com
웹 사이트 : www.huawei-laser.com
이전의:의료 산업의 레이저 커터 응용


